Review of Industrial Ozone Bleaching Practices
ALEXIS MÉTAIS AND EMIL GERMER
Ozone is used worldwide on every continent—in ECF bleaching and TCF bleaching, on kraft and sulfite pulps, on hardwood and softwood pulps, and for pulp grades used in all sorts of end products such as tissue, printing and writing paper, viscose, and more. Four ozone bleaching facilities are set to start in 2018 and two more are already planned for 2019. Ozone bleached pulp capacity is on track to top 10 million tpy, and accounts for 10 percent of global bleached chemical pulp capacity.
TWO WAYS OF OZONE BLEACHING
Ozone is a molecule consisting of three oxygen atoms (O3) produced in pure oxygen at 12 percent concentration. The technical challenge of pulp bleaching with ozone is to homogeneously mix pulp and a large amount of gas in very little time. Ozone is very reactive, so mixing homogeneity is important to avoid pulp quality discrepancies; ozone is unstable and decomposes quickly into oxygen, so it should be applied in a short amount of time. In practice, mills are using two mixing concepts at full scale, with roughly 50 percent market share each—at high pulp consistency or at medium pulp consistency.

Ozone bleaching at high pulp consistency combines the ozone stage with an extraction stage without intermediate washing. Acidified pulp, usually at pH 2.5-3, is first pressed to 38-42 percent consistency and shredded. The fluffed pulp then falls down from the press into the ozone reactor. Ozone is fed counter-currently to the pulp flow and reaction takes place around atmospheric pressure for about one minute. Finally, the high consistency pulp is diluted with alkaline liquor so the alkali reaches the heart of the fibers without the need for diffusion and quickly solubilizes the oxidized material. This allows for extremely short extraction stages of 5-10 minutes in the case of hardwood pulp, while longer retention time may bring benefits for softwood pulp bleaching. Then the press following the e-stage removes solubilized material from the fibers when pressing the pulp.
These two aspects—the quick access to the fibers thanks to their high consistency, and the quick removal of the alkali with the press—limit the need for long diffusion time and the subsequent need to invest in an extraction tower. Potential limitations of that ozone bleaching approach come from the press. A press designed for a specific pulp capacity will deliver a lower pulp consistency in case of pulp capacity increase. Process efficiency starts dropping below 35 percent pulp consistency because fibers are not fluffed well enough and ozone cannot react homogeneously. Potential pulp capacity increases should be taken into consideration when designing the system. Also, development of that process is hampered in the case of large pulp capacities by the need to install two parallel presses since the current press design has limited capacity.
Ozone bleaching at medium pulp consistency features a pump that feeds the pulp into usually two ozone mixers in series, a pressurized reactor (used mainly as a buffer) and a blow tube. An ozone compression step is required because of the large amount of gas that needs to be injected so ozone (and oxygen) is compressed to 7-11 bar(g). Still, the pulp suspension contains about 30 percent gas. The mixers ensure high turbulence intensity and good gas dispersion so all the reaction takes place inside the mixers within three seconds at most.
Thanks to that very short reaction time, Z-stage temperature can be up to 80°C without noticeable ozone decomposition; several mills operate in the 70-80°C range. By comparison, operation of a high pulp consistency Z-stage is limited to 60°C. Pulp degassing, to avoid pump cavitation, is done at two locations—the top of the reactor and the top of the blow tube—to allow for flow stabilization.
Since the first installations, energy intensity of ozone mixers has been reduced by 25 percent. Of course, this means 25 percent savings in energy cost; more importantly, it allows for excellent pulp quality. (Indeed, in the 1990s the main drawback of ozone bleaching at medium pulp consistency was that ozone mixers were jeopardizing fiber quality without even the presence of ozone.) Ozone bleaching at medium pulp consistency can be operated as a stand-alone bleaching stage or without intermediate washing in combination with chlorine dioxide (Z/D) where the D-stage requires only 15-20 minutes and a very small charge.
INDUSTRIAL EXPERIENCE
Bleach Plant Operation
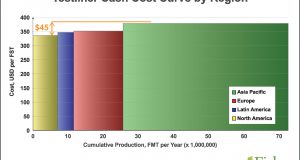
Most pulp mills do not adjust ozone dosage to production changes, but always run the ozone plant at full load. With a significant Kappa drop of 0.8-1.2 per kilogram ozone, in many mills it is the most economic bleaching chemical. However, the use of ozone is questioned in mills not self-sufficient in electricity production and facing high electricity prices.
As an average figure to consider, production of one kilogram ozone at 12 percent concentration by weight requires 10 kWh and 8.3 kilograms oxygen. Typical energy requirement for production of one kilogram oxygen with VSA (Vacuum Swing Adsorption) technology is 0.3 kWh. Therefore, one kilogram ozone costs roughly 12.5 kWh. It makes substitution of chlorine dioxide by ozone attractive from the economic viewpoint.

Standard bleaching sequences including an ozone stage are Z/e-D-P with a Z-stage at high pulp consistency and Z/D-Eop-D with a Z-stage at medium pulp consistency[1]. Table 1 shows industrial bleaching parameters for hardwood pulp bleaching for these two bleaching sequences and the conventional bleaching sequence D-Eop-D-D.
Three-washers bleach plant such as Z/D-Eop-D and Z/e-D-P are very competitive with the conventional four-washers D-Eop-D-D. Actually, the largest Z-ECF bleach plant is starting in 2018 with a Z/D-Eop-D bleaching sequence and 3,600 adt/d capacity.
Demand for TCF BEKP grows along with increasing BEKP production as illustrated by Fibria resuming production of TCF BEKP in 2015. There are currently a few mills producing it, with or without ozone bleaching. As shown in Table 2, the use of ozone is beneficial mainly for two reasons:
• economic substitution of hydrogen peroxide by ozone produced on site
• no chelating stage involving persistent pollutants such as EDTA or DTPA
Ozone bleaching has also proved successful on softwood pulp. Table 3 shows examples of industrial bleaching chemical consumptions. The largest Z-ECF bleach plant aimed to produce softwood kraft pulp is starting in 2018, a 1,800 adt/d capacity.
Pulp Quality
Modern Z-ECF bleach plants deliver similar strength properties as ECF plants[2]. For example, Mondi Ruzomberok in Slovakia delivers softwood pulp characterized at 28°SR by a breaking length of 11-12 km, a tear index of 9.5-10.5 Nm2/kg, and a stiffness of 125-135 mN; and hardwood pulp characterized at 28°SR by a breaking length of 7.8-8.5 km, a tear index of 5.8-6.5 Nm2/kg, and a stiffness of 125-135 mN. Excellent pulp quality of ozone bleached pulp is demonstrated by its behavior on the paper machine: Mondi Ruzomberok’s PM18 set two world records as fastest paper machine of its kind, first in 2009 and again in 2011, while PM16 was the Metso benchmark leader for lowest percentage in broke among uncoated fine paper machines.

Ozone bleached pulp is particularly appropriate for tissue production, thanks to higher bulking abilities and of course an OX (Organic Halogen) content divided by three. Other benefits can be attributed to the use of ozone such as a lower brightness reversion, a lower energy demand in refining, and lower pitch content. One mill reported pitch reduction from 0.1-0.3 percent down to 0.05 percent thanks to ozone bleaching. The mill general manager of another pulp mill said: “low bleaching costs and minimum pitch problems are the main drivers” for ozone bleaching.
Environmental Achievements
Economics are usually the main factor influencing the final choice of ozone bleaching, but environmental aspects are also considered. Modern technology for chlorine dioxide generation still produces minor amounts of hazardous by-products such as dioxins and furans; then elemental chlorine is formed during chlorine dioxide bleaching and produces AOX. Obviously, using ozone in place of chlorine dioxide leads to lower AOX and dioxin discharge. Moreover, the use of ozone allows mills to better close the loop and to circulate an extended part of bleaching filtrates to the recovery boiler. This significantly reduces bleach plant effluent volume as well as COD and color discharge.
Celtejo in Portugal, operating a Z-stage at high pulp consistency, has reported low bleach plant discharge figures of 7-9 m3/adt effluent and 19 kgCOD/adt[3]. Australian Paper, operating a Z-stage at medium pulp consistency, reported bleach plant discharge figures of 12 m3/adt effluent, 22 kgCOD/adt[4]. Actually, COD bleach plant discharge could be reduced by 40 percent with a Z-stage at high pulp consistency and 20 percent with a Z/D combination at medium consistency. It is definitely a choice for pulp mills facing strict discharge limits.
CONCLUSIONS
Ozone bleaching brings several economic, ecological, and quality bonuses, especially:
• Lower bleaching costs in pulp mills self-sufficient in electricity for both ECF and TCF bleaching
• Significant reduction in the effluent discharge load when compared to conventional ECF bleaching
• Higher brightness stability as required for long pulp shipments
• Low OX content and ability for bulk development as required by the fast growing tissue market
Over the past 25 years ozone bleaching has gone from a novel idea to a Best Available Technology currently used to produce more than 10 million tons of pulp per year.
References:
1. Germer, E. and Métais, A., Standard Bleaching Sequences Including an Ozone Stage—Part II, Paper 360°, May/June issue, pp. 52-54, (2016).
2. Métais, A., Germer, E., Hostachy, J.C., Achievements in Industrial Ozone Bleaching, Proceedings from International Pulp Bleaching Conference, pp. 85-93, Portland, OR, USA, (2011).
3. Wennerström, M., Norden, S., Jain, N.K., The Eco-friendly Bleaching Concept with HC-Ozone, IPPTA Conference, March 3, Mumbai, India, (2011).
4. Ramark, H., Bleaching of Hardwood Pulps With Environmental Friendly Technology, Paperex Conference, December 10-12, Delhi, India, (2011).
Alexis Métais is pulp and paper key account manager, Xylem Inc., and can be reached at [email protected]. Emil Germer is full professor, Saint-Petersburg State Forest Technical University, and can be reached at [email protected].