 Paper 360
Paper 360
The technical database plays a critical role as an enabler to the planning and scheduling process. The results of a poor technical database are often hidden, but can be substantial:
- Planners spending more time ordering parts than creating standard job plans;
- Poor quality job plans that lead to delays and errors during maintenance work; and
- A planning process that takes longer than it should and doesn’t generate the desired results.
To function well, all eight components of the technical database need to be accurate, accessible, and applied during the planning and scheduling process. Benefits of complete bills of material, well-labeled equipment in the field, and easy access to original equipment manufacturer procedures will lead to high quality standard job plans that are produced quickly and reliably.
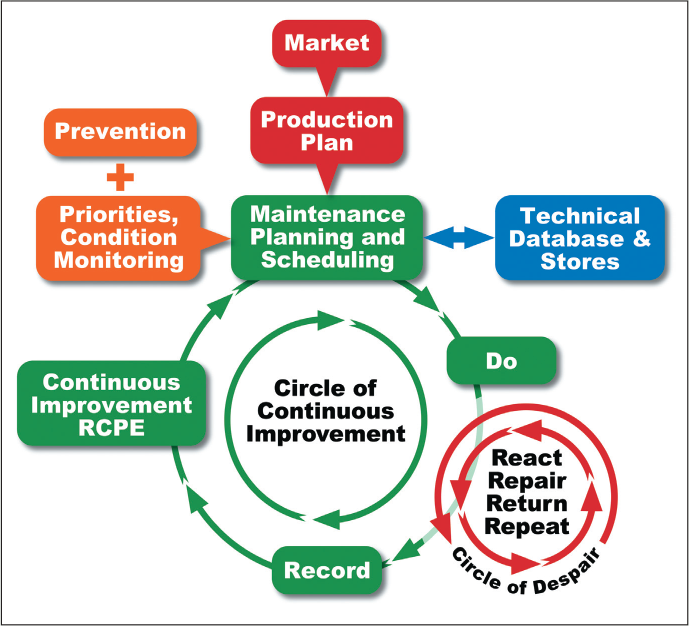
Fig. 1.
WHAT IS THE TECHNICAL DATABASE?
Many people understand that to adequately plan a maintenance job a certain level of experience is required. What is often overlooked is that access to multiple sources of technical information is also required (see Fig. 1). The information needed can be classified into several broad categories. The data will come from a variety of sources and may be stored in multiple locations across the mill, both in electronic and hardcopy formats.
The technical database is all documents, files, drawings, instructions, lists, and standards needed to adequately describe the what, how, who, and when of a maintenance activity so work is done efficiently and effectively.
WHAT IS INCLUDED IN THE TECHNICAL DATABASE?
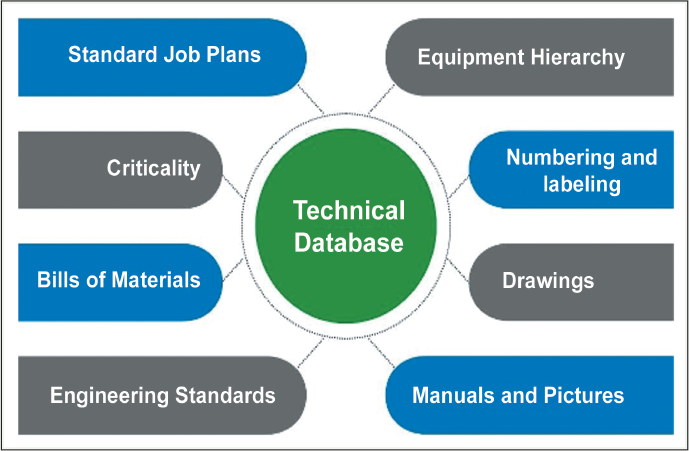
The information required to efficiently plan, schedule, and execute maintenance work can be divided into categories. Eight categories of information (see Fig. 2) make up the technical database:
Equipment Hierarchy—The computerized maintenance management system (CMMS) should list all assets in a commonsense tree structure that shows the appropriate parent/child relationships. Equipment nameplate data should be tied to the assets in the system. This allows for easy searching of the equipment work order history.
Equipment Numbering and Labeling— All assets should have an identifying number in the CMMS that is clearly displayed in the field. In-field labels should be able to withstand likely environmental conditions. Labels should be checked periodically to ensure they are in place and legible.
Drawings—Plant layout and process flow drawings may be used occasionally for planning routing jobs, but are more often used for planning work for major outages. Isometric drawings of piping systems, manufacturing drawings, and detailed drawings of equipment assemblies are necessary to plan and execute work in detail.
Manuals and Pictures—Vendor manuals often contain information related to equipment installation, operation, and maintenance. Pictures in an easy-to-search format allow the planner to gain a better understanding of the equipment layout. This can save considerable time when planning for work on remote assets.
Engineering Standards—Uniformly applied standards can cover a wide range of topics, from piping or pressure vessels to alignment or balancing of rotating equipment. Standards can be written generically for an entire industry or be specific to an individual mill or process. Consistently applied standards can save time during planning by eliminating the need to conduct an engineering analysis for every new job.
Bill of Materials—A complete and accurate list of parts for each asset is a key element of the technical database. The parts list should include all parts that are likely to be used. The quantity should be correct to aid the planner in ordering the right amount.
Criticality—Determining criticality of equipment will aid in planning and scheduling work. Assets are commonly classified as critical for environmental, safety, and other reasons. Having this documented in the technical database will allow the planner to apply the correct work standards without needing to engage engineering or assume the criticality.
Standard Job Plans—A main outcome of a well-functioning planning process, these documents can be reused any time the job is done. Several elements of the technical database come together to form the basis of the standard job plans. Once created, they can save a tremendous amount of time because the planner won’t need to look up the same information again. The more often a job is repeated, the more valuable standard job plans become.

Fig. 3.
WHAT ARE BEST PRACTICES FOR THE TECHNICAL DATABASE?
There are three best practices to focus on when building the technical database (see Fig. 3). Make sure the information in all eight categories is accurate, accessible, and applied.
Accurate—The need for accurate information in the technical database is well understood but is often taken for granted. Mills with well applied management of change policies can still benefit from periodic review of their data. In facilities where there are no enforced requirements to update the technical database, planners spend lots of time searching for and verifying the correct parts for a work order.
Accessible—The main purpose of the technical database is to facilitate excellent planning and scheduling. In some organizations, this is not well understood and creates several issues. When information is siloed the planners, schedulers, and engineers cannot easily access or find the needed data. When needed information is not easily accessible, planning will take longer or will not be done to a high standard.
Applied—Having accurate and accessible information is necessary to plan and schedule maintenance work; however, it must be used to have any real benefit. Issues with not using the technical database during the planning process may be due to a perception, real or imagined, that the technical database is either inaccurate or inaccessible. Investigate if this is true and, if it is, correct the problem. Ask planners if their job plans could be improved by using original equipment manufacturer manuals or if applying an engineering standard could speed up the planning process.
A poor technical database is often cited as a root cause for planners’ inability to efficiently describe the what and how of upcoming work in sufficient detail. Missing parts lists, unorganized drawing files, lack of adequate vendor manuals, and poor equipment labeling in the field lead to planners spending unnecessary time gathering basic data about the equipment instead of planning and documenting standard job plans.
Engineers are often caught in a reactive cycle of researching appropriate materials of construction or pipe codes for similar jobs throughout the year because there are no documented engineering standards. Work that is planned may have the wrong parts ordered or in the wrong quantity. This won’t be discovered until after the work has started, leading to wasted labor hours, added downtime, and frustration for all involved. While problems are well documented, the importance of the technical database is often overlooked by managers who haven’t had experience with planning and scheduling.
It is often viewed as an unnecessary expense with little thought given to the structure of the system, accuracy of data, or even the ability for the right personnel to access data. In many mills, assessing the health of the technical database represents an opportunity to fundamentally improve the planning process.
