Paper 360
Paper 360
When choosing a drying cylinder, mills must consider many variables. Chief among these are drying performance, total cost of ownership, safety, sustainability, and efficiency. In this article, we will explore factors that affect these variables to support the claim that a #KSD system (KRAFFT Steel Dryer; www.krafft-walzen.com) is cheaper and more efficient than a cast cylinder.
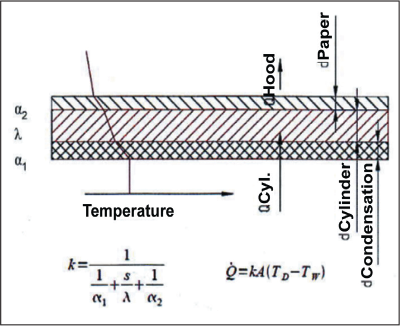
Fig. 1: Calculation diagram for wall thickness.
The German manufacturer Carl KRAFFT & Söhne has provided steel drying cylinders for paper mills all over the world. In recent years, more than 270 #KSD systems have been delivered or ordered for the US market alone. We believe the sustainability targets for new paper machines and those to be modernized will only be achieved by customers using steel cylinders.
DRYING PERFORMANCE
The key statement is that the drying performance of the steel drying cylinder is basically higher than that of a cast cylinder. This depends on the design structure based on the calculation regulations (ASME Code or PED), but also on the production-related possibilities in the manufacture and processing of steel compared to gray cast iron.
Using industry standards to perform a sample calculation for the wall thickness of a dry cylinder with a diameter of 1,830 mm and an operating pressure of 8 bar, the result is a minimum wall thickness for the cast cylinder of 23.6 mm and for the steel dry cylinder of 5-7 mm, taking into account the safety factors and allowances.
The standards primarily consider safety against failure due to internal pressure. However, engineers require other process-related boundary conditions: they need a mechanically stable and non-vibrating component with reserves of wall thickness for later grinding or revisions. The “real wall thickness” is therefore taken to be values that can withstand the mechanical and thermal loads in production.
The wall thickness defines the number one performance driver: A thin wall is synonymous with high heat transfer.
Figure 1 shows a formula that includes wall thickness. If you line through all the variables (ά = heat transfer coefficients, λ = thermal conductivity), the surface temperature of the steel drying cylinder increases by up to 7°C compared to the cast cylinder. This allows an increase in drying performance of between 5 percent and a theoretical 19 percent. Further consideration is made with an increase in drying performance vs. cast cylinders of about 8 percent, which is also followed by many original equipment manufacturers (OEMs).
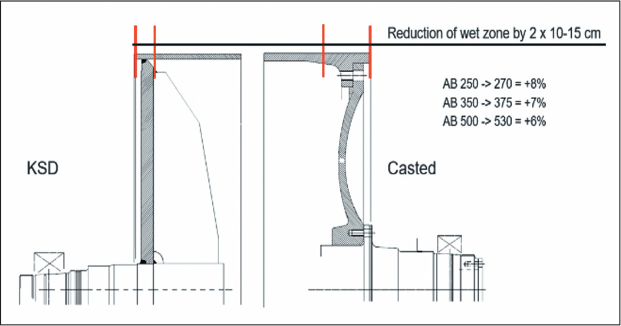
THE ‘WET EDGE’
The design of the cast cylinder with screwed heads (Fig. 2) causes a thickening of the cylinder wall toward the edges. This increase in wall thickness is directly accompanied by loss of heat transfer, synonymous with loss of local drying performance.
The steel cylinder has a systematically different transition from shell to head. The welded construction allows a constant wall thickness of the shell up to the edge zones. The weld also avoids leakage between the shell and the head.
WEIGHT
Wall thickness is mass and the standard allows manufacturers to build a steel cylinder which is much lighter. The mass must be heated and driven, but it must also be subjected to static and dynamic conditions.
The steel cylinder shows no dependence on the operating pressure in its real design of the shell wall thickness, which is essentially dependent on the diameter and the face length. The only decisive factor is the mechanically reliable design as a function of the face length. The cast cylinder cannot claim the same.
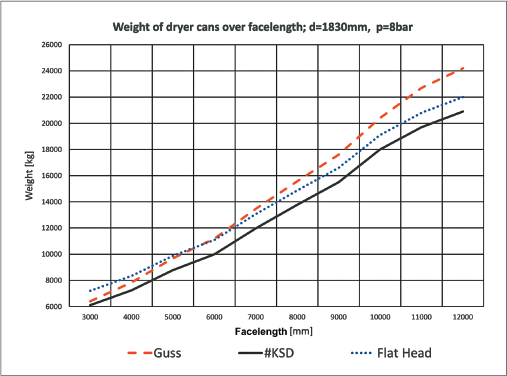
Figure 3 shows typical cylinder weights as a function of face length (here: d=1,830 mm, p=8 bar). For the steel dryer cylinder, the two most common designs are included at this point: The so-called flatheads (FH) have a flat bottom plate, the thickness of which is adjusted according to the internal pressure; the ribbed head (#KSD) is a structurally rigid component that shows little dependence on internal pressure.
However, here too, the head plate thickness is not linked to the face length; and for large cylinder diameters with high operating pressure, the cylinder with a ribbed bottom (#KSD) shows its full potential.
In considering total cost of ownership, the soft skills of the lighter cylinder are too often ignored. The lower weight reduces the bearing load. Less drive energy is required, reducing the additional felt load on towed cylinders. In addition, the lower mass saves steam in heating the cylinders, the machine goes into production sooner after each shutdown, and availability is increased.
OVERALL SYSTEM
We’ve discussed individual aspects; now we’ll consider the dryer cylinder as a subsystem of the higher-level dryer section system. Let’s assign the increased drying line of 8 percent to a dryer section shortened by this amount. In this example, a dryer section designed to use 50 cast cylinders can be shortened by 4 cylinders with the identical drying capacity. In the case of a single-row concept, this eliminates:
- drying cylinder with steam head and the spoiler bars
- vacuum roll with the suction box
- associated guide rolls
- frame and bearings with the lubrication system for the rolls
In addition:
- felts become shorter
- hood and air technology become more compact
- installed drive power is reduced
- the machine hall gets shorter, the cubature gets smaller
The overall system is slimmed down, the paper machine becomes shorter, and investment and operating costs are reduced. Or a mill may choose to leave the 50 cylinders and simply produce more paper with the same setup: +8 percent!
TRENDS
As stated, Carl KRAFFT & Söhne has produced more than 270 #KSD systems in Germany for the American market in recent years, in face lengths from 5,200 mm to almost 10 m. When comparing current projects in Europe and the US, a very important trend has been identified: American customers are consistently requesting high-pressure systems (14 bar or 200 psi). In Europe, the overall system is very specifically designed for lower pressures. Strategically, enormous growth potential is lost, which can limit the PM for later applications.
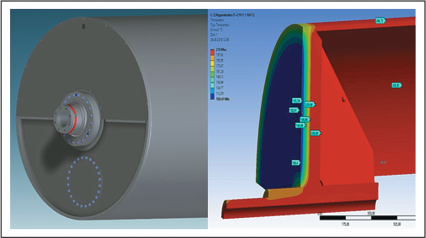
Another trend is the heat protection plates, #ESD—Energy & Safety-Device (Fig. 4) on the front sides of the cylinders. The #KSD is equipped with them as a standard. The design was originally intended to comply with machine directives, but has been further developed over the past few years specifically to reduce radiation losses at the cylinder bases.
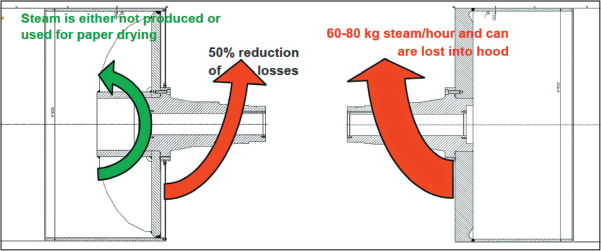
The plates, which are not very appreciated by the maintenance engineer, significantly reduce the radiation losses. Without this cover, this loss over the floors can be estimated at several 10 kg of steam per hour and cylinder, depending on the product and speed. In other words, a significant portion of the available energy is conserved.
With the #ESD, these losses at the cylinder ends are significantly reduced (Fig. 5). The energy of the beautiful and expensive high-pressure steam stays in the cylinder and does not dissipate into the enclosure. There is usually enough warm air in the hood. There is no other installation in paper drying that has such a high ROI.
SUMMARY
The dryer section with steel drying cylinders should be designed for the highest possible wire tension and operating pressures. One line of thought also followed by various paper companies is, casually put, “… to heat the front as high as possible …”
Further developed doctoring concepts will make it possible to use cylinder materials with very high thermal conductivities. Considering total cost of ownership, the #KSD is more efficient and cost-effective than a cast cylinder. Combined with the #ESD as an efficiency booster, German-made steel drying cylinders are among the most sustainable and efficient dryers in the world.