Do You Need to Improve Your Mill’s Preventive Maintenance/Essential Care and Condition Monitoring Process?
TOR IDHAMMAR, IDCON, INC.
Time flies. It has been 21 years since I started my days at IDCON. Through the years I have had the chance to visit many mills and review their practices. Before this year is finished I will have assessed mills in Sweden, Chile, Mexico, and the US. These assessments have brought up a clear trend in our industry.
The trend is that our PM/ECCM programs are poor and we are not fixing them.
For clarity, Preventive Maintenance/ Essential Care and Condition Monitoring (PM/ECCM) is defined as all actions taken to prevent a failure, or find a failure early. The parts of a PM/ECCM program include tasks for lubrication, mechanical equipment (on-the-run/shutdown), instruments (calibration, loop checks, on-the-run), and electrical (on-the-run/shutdown). There are a few other items on the list, but these cover 98 percent.
When mill leaders are directly asked “Do you want a PM/ECCM program?” they always answer “Yes.” But they are typically not ready to put in the work and investment needed to improve or repair an often failing program. Mills have often inherited a poor PM/ECCM program due to past cost reductions or just complacency. Even if the current mill staff didn’t create the situation, the situation still needs to be fixed.
Last week IDCON hosted its bi-annual consultant meeting. During this meeting we discussed the finer points of setting up a PM/ECCM program. We went through our updated PM/ECCM development tool (an Excel sheet that is going to a cloud-based tool) and the standard PM/ECCM task library, along with the basic thought process. The discussion led to the state of PM/ECCM in the 25 paper mills that are our clients. These include five mills in Sweden, one in Chile, one in Mexico, four in Canada, three in New Zealand, 10 in the US, and one in South Africa. All 25 mills need to improve their PM/ECCM programs, most of them significantly.
I can’t begin to understand why PM/ECCM is put to the side. My best guesses are:
- Most haven’t kept the PM/ECCM system up to date, so it has become a big job to fix. The stock market (and the companies) are looking for next quarter earnings and are not ready to invest in the fix, even though the payback within a 12-24 month horizon is HUGE.
- The maintenance work management system is poor; therefore, we spend all our time fixing breakdowns and perceived “Priority 1” work orders. There is no time for PM/ECCM.
- The skills of craftspeople, compared to equipment advancements, is on a downhill trend; there are few craftspeople who know how to execute PM/ECCM.
- Consultants and technology tend to confuse people, and make the job seem larger than it is.
- There is confusion about what a good PM/ECCM system looks like.
- The definition of PM/ECCM varies between people, causing confusion.
- Management doesn’t understand the importance of basic PM/ECCM.
How do you know if your mill needs to improve your PM/ECCM? Here are a few questions that will help you understand the need:
- Do you have too many PM/ECCM tasks? (This is a common problem.)
- Do you have many repairs that could have been avoided with a good PM/ECCM?
- Are you lacking on-the-run inspection rounds with good instructions for operators, mechanics, instrument techs, and electricians?
- Are you lacking shutdown PM/ECCMs with clear instructions for operators, mechanics, instrument techs, and electricians?
- Are your frontline leaders trained in how to develop and manage a PM/ECCM system?
- Do you have a clear, simple, methodology for documenting PM/ECCMs?
- Are your craftspeople trained in how to execute PM/ECCM tasks?
- Do you have the right type and volume of clean lubricant in your equipment?
- Is equipment designed for PM/ECCM? (Guard inspection ports, vibration points marked, oil sampling ports, jacking bolts for alignment, pressure meters on pumps, etc.)
If you are reading the questions here and feel your mill should improve, here are the first steps you should take:
- Agree on the current condition of your PM/ECCM system by assessing it with internal or external expertise.
- Assemble a team and make a path forward (an implementation plan) to improve your PM/ECCM program.
Improving the quality of your PM/ECCM program may very well be one of the highest returns-on-investment you could achieve for your mill. However, it is an investment that will typically take some time to implement. In some cases, it may be helpful to have an outside partner help you uncover whether your program is effective.
We are currently working with a mill in Wisconsin that is close to finishing a PM/ECCM review for the whole mill. It took them nine months, and most of the work has been done by the mill team. I look forward to reporting the outcome of the effort, once they have launched all tasks and are able to see the results.
Impact of Lubrication in Bearing Failures
Bearings depend on the continuous presence of a very thin film of lubricant between the rolling elements and the outer ring to combat wear. The thickness of this film is very thin—typically 0.5-0.3 microns in a roller bearing. As a comparison, cigarette smoke particles and bacteria are roughly the same size.

If a bearing has insufficient lubrication, or if the lubricant has lost its lubricating properties (viscosity, film strength) due to heat, water, or other contaminates, an oil film with sufficient load-carrying capacity cannot form. The result is metal-to-metal contact between rolling elements and raceways, leading to surface fatigue, abrasion, and adhesive wear—and eventually failure.
Lubricant-related failures can be avoided by selecting a grease or oil that generates a sufficient film to keep bearing elements separated, and can also handle the environment in which it is working. A sustained, ready supply of the lubricant is also necessary to avoid starvation. However, over-lubrication is also hazardous.
Having the correct lubricant base oil and viscosity for the operating conditions is the major factor for mitigating bearing failure, followed by the appropriate formula of additives and thickener (grease).
Which Key Variable Decides the Inspection Frequency?
TOR IDHAMMAR, IDCON, INC.
Many think—in error—that the criticality of a component sets the inspection frequency.
In a criticality analysis, a component is typically assigned a criticality with some type of ranking—for example, 1,2, 3 or A, B, C. Let’s assume a specific motor has the criticality “2.” What is the inspection frequency? There is no logical thinking step to reach the inspection frequency from the criticality, is there? A rank of “2,”or a “B,” doesn’t translate into a weekly inspection interval or a daily inspection interval. So what should we use to determine this?
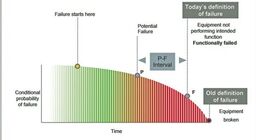
We should use the failure developing period (FDP) as a basis. The FDP is the time between failure and break- down. A “failure” is defined as when the component is running out of spec (high temp, high vibration, etc). A “breakdown” is when it can’t perform its function anymore.

Let’s test our theory. We need the inspection frequency of an 1,800 rpm motor at 80 percent load, running 24/7 with the criticality B for the vibration symptom. If the vibration alarm is set at 0.25 in/s (failure), I will estimate that it take six weeks for that motor to reach breakdown. So, I will set my vibration inspection frequency to half of FDP, meaning every three weeks.
Will criticality come into play? It will, but only as an “insurance” factor, not to determine the inspection frequency. Let’s go back to our motor. Our best guess is that the inspection frequency should be every three weeks. But, since the FDP is an estimate and not a guarantee, we may ad insurance inspections if this is a critical motor. A highly critical motor may be inspected weekly, just to be safer, or daily, or continuously monitored.
The important thing to understand is that the FDP is the foundation of the inspection frequency. If you use criticality alone, you may end up inspecting critical foundations, bases, bolts, and paper machine frames daily. That doesn’t make any sense.
Two Important Questions
IDCON, INC.
“Using the vendor’s recommendation” is the typical path we take to determine what PM/ECCM tasks we need to do for machine components. The problem is that they often don’t have recommendations and, if they do, they are typically not very good.

As a simple example, try to find the inspection recommendation for your mill’s rotary joints for dryers (not checking the whole system, just the rotary joint.) Go ahead… I’ll wait while you look… Oh, you are back! What did you find? If you found the manual at all, it probably tells you to look at the sight glass for flow and check for leaks at connections, right? This means that the recommendation is to wait for the steam joint to fail (leak) before you replace it, or parts of it.
If we wanted to create inspection recommendations using reliability principles instead, we would ask these questions:
- What are the symptoms we see when a dryer’s rotary joint fails? The answer is “leaks in different places,” right? So the next question would be:
- How can I prevent or find leaks (the symptom) early? We can prevent them by installing the rotary joints correctly (align flange, right hose type and length, right material, right torque, etc.). We can find a worn carbon ring before a leak occurs by measuring the “wear distance” (see “a” in the illustration) since we understand how it fails. The basic function is similar to a mechanical seal.
By asking these two questions for all of our components, we can fairly quickly find all PM/ECCM tasks for each component type. I encourage you to try it for common components such as pumps, motors, cylinders, etc. The equipment vendors are seldom interested in PM/ECCM; they are more interested in selling spare parts and will therefore typically document the bare minimum.