 Paper 360
Paper 360
Green liquor heaters make the slaking process run better in kraft mill applications. However, green liquor is very demanding on the heater. Annual inspection and maintenance of your heating systems ensure that your green liquor stays at the optimum temperature.
Exact temperature management in the kraft mill process is critical for conversion efficiency in recausticizing green liquor and its product of NaOH and calcium carbonate (CaCO3) composition. Green liquor feed temperatures to the slaker have a heating range from 180°F to 200°F (82°C to 93°C). The goal of every mill is to optimize this temperature without boiling over the slaker—but what happens if the green liquor is not hitting the temperature? In that case, a mill can see poor sodium hydroxide conversion, lower chemical recovery, and the need for makeup chemicals.
The best way to get the most out of the green liquor process is to heat it precisely every time. To make sure that happens, having a green liquor heating system in good running condition with a yearly maintenance program is essential, as is having a replacement heater and spare parts in stock.
POTENTIAL PROBLEMS
Due to green liquor’s corrosive and abrasive nature, mills sometimes use conventional surface-contact heat exchangers, such as shell and tube or plate and frame designs. These heat exchangers are susceptible to pinholes or ruptured elements, and the condensate is often sewered to prevent contamination of the boiler feedwater. The amount of sensible heat lost to the sewer in the condensate can be 15-30 percent and lends itself to a direct steam injection heating method where 100 percent of the steam energy is transferred into the green liquor.
In addition to corrosion with the indirect heaters, the green liquor scale can significantly reduce heat transfer efficiency, resulting in oversized units that account for the loss of efficiency between cleaning and replacement. Many operators resort to hydro blasting or acid cleaning to compensate for the scaling, but this is a costly and time-consuming quick-fix solution.
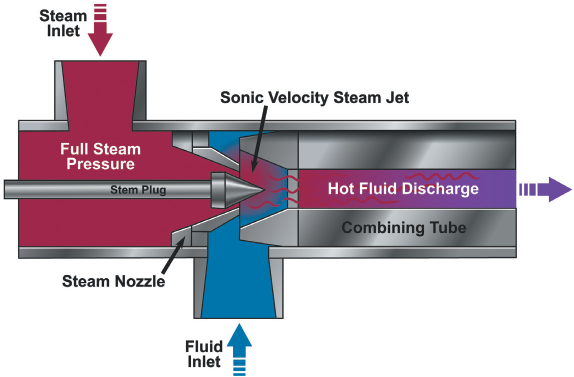
Internally modulated inline steam devices (see Fig. 1) can take full steam pressure to the nozzle or orifice. Steam flow is controlled through a stem-plug and nozzle assembly inside the heater. Changing the nozzle’s steam discharge area directly varies the steam mass flow. Internal modulation eliminates the need for an external steam control valve.
There is a linear relationship between the nozzle’s open area and steam’s mass flow into the stream by not changing the steam pressure. To satisfy this relationship, a defined pressure differential must be maintained to achieve a choked steam flow through the nozzle. Choked flow steam velocities ensure turbulent mixing at the point of contact with the process stream (green liquor) for uniform and on-demand heating in the body of the heater. This will minimize the potential for fouling build-up in the heater.
REGULAR MAINTENANCE IS ESSENTIAL
By incorporating a recommended maintenance schedule for your heating system, processing and performance issues will be a thing of the past, helping ensure peak output results.
Internally modulated inline steam heaters have a less complicated maintenance schedule than other industrial heating systems like heat exchangers. However, proper maintenance and adjustment of their parts will extend the heater’s life, improve process efficiency, and ensure the green liquor heating system will perform precise heating needs.
The sidebar lists suggestions for preventive maintenance for an internally modulated inline steam heater. These maintenance schedules keep heaters performing at “like new” levels and provide predictable maintenance for the slaking process in a kraft mill.
Some kraft mills are reluctant to maintain a replacement heater or parts in inventory because they fear that stocking these things is counterintuitive. While optimizing inventory is an essential part of controlling operating costs, maintaining critical replacement slaker heaters and parts in stock will minimize performance disruption and reduce costs.
PERFORMANCE DISRUPTION
Suppose something goes wrong with your facility’s heating equipment. What are the consequences of not having the right part or a replacement heater? Product loss should be on top of that list.
A replacement heater is available if something goes wrong with the slaker heating equipment. In-house maintenance can swap the replacement heater for the problematic one, reducing product loss. With a heater swap, a complete examination can now be taken, allowing the on-site maintenance team to change it if it is a worn soft part. If it is a more substantial repair, maintenance has time to call on an outside service for the heater or send it to the manufacturer for refurbishment.
COST SAVING
Even the most reliable equipment requires regular maintenance, meaning it must be taken out of service. Calculating the risk of downtime helps weigh the pros and cons of having a replacement heater or parts in stock. If downtime results in a significant economic loss, it is probably a good idea to have a replacement heater or at least parts on hand.
A set preventive maintenance plan helps prevent unintended shutdowns or the potential for extended outages. These plans range from stocking a replacement heater in an emergency shutdown to stocking replacement internal and soft parts for your heater.
