Paper 360
Paper 360

The July/August, 2020, issue of Paper360° included an article titled “Paper Machine Water Efficiency.” It was part of an occasional series written about paper industry changes due to sustainability considerations from changing resource trends in papermaking. As the name implies, the article discussed the need to use less water to make paper and some of the economic motivations to do so.
Recently, this author had the privilege of touring America’s newest paper mill, Green Bay Packaging in Green Bay, WI. It was great to see such a big, efficient, and state-of-the-art paper mill, especially here in the United States. It was also inspiring to learn something else: although our previous water efficiency article is only two years old, this most modern mill in Green Bay makes some of the considerations in the article a little old fashioned, and a number of the recommended benchmarks it proposes can be exceeded. Even though I wrote the previous article, it is very reassuring that our technologies are progressing, and there is a showcase for them in Green Bay of which we can all be very proud.
THE GREEN BAY MILL
Wisconsin is the most productive paper manufacturing state in the US and has been for a long time, so it is no surprise to find a paper mill in Green Bay. Green Bay Packaging has been a part of that Wisconsin tradition for a long time and the original paper machine on the site of the new mill was built in 1948. “Green Bay Packaging is a privately-owned company that has grown to operate at 38 sites throughout the country. We make paper in Arkansas as well as Green Bay, and are vertically integrated with corrugated container and folding carton facilities as well as pressure sensitive label roll stock plants and timberlands, including a saw mill,” Bob Mihalski, director of mill sales, trades, and continuous improvement, told me. The company makes paper from virgin and recycled fiber. The site of the new mill is on the shores of the Fox River as it enters Green Bay on Lake Michigan, and it is also located near company headquarters.
Building and start-up of the new mill was described in an article in the September/October, 2021, Paper360°. The project took 30 months from ground-breaking to production and was done without interrupting operation of the old mill at the location. COVID was an acronym blessedly unknown to us when ground was broken, but, despite employing up to 1,200 people at once on the construction site, the pandemic was successfully withstood — a testament to the skill and organization of the project team.
The mill runs almost all OCC, but the system was designed so mixed paper is also a possible fiber source. Pulping is accomplished with two parallel lines. The paper machine has a wire width of 333 inches and reel width of about 305 inches. The sheet is formed on a base and mini fourdrinier, and there are two double-felted extended nip presses. The system was designed to produce an average of 1,550 tpd with an average grade mix, but has already nearly hit 2,000 tpd. The machine makes 26 to 52 lb/1,000 ft2 linerboard and 23 to 36 lb/1,000 ft2 medium. It was designed to operate at 3,770 fpm, but has already topped that, too. Rolls are balanced at close to 4,000 fpm.
The whole mill is beautifully designed and constructed and is very impressive. Between the incoming bales and the paper machine is a highly efficient and effective cleaning system. It works very well, and the recycled linerboard sheet I saw being made was the cleanest I’ve ever seen.
NET ZERO WATER
There are a series of TAPPI publications that provide a basis for a wide range of papermaking technologies. These are Technical Information Papers, or TIPs, and are produced and peer reviewed by TAPPI committees. Recently, a new one was issued: 0502-22, “Paper Machine Water Efficiency.” The TIPs have been published in some form for the better part of a century, but the first one dedicated to water efficiency was just issued in 2022. In the realm of sustainability and water management, we are moving forward; as important as water is to papermaking, the industry has never, before now, thought enough of it to detail ways to use it efficiently. More than the TAPPI TIP, the new Green Bay Packaging mill exemplifies this progress.
The Green Bay mill is the first in the world to be certified as meeting “Net Zero Water” requirements by Underwriters Laboratories (UL). The Net Zero concept is that fresh water input to the mill is completely offset by alternative water use. “Alternative” sources originate from inside the process, and water is returned to its original source. There is no net water consumption. A volume of water at least equal to that used is cleaned and returned to the source water body as it is withdrawn from the source water body — which, in the case of the Green Bay mill, is Lake Michigan.
As most papermakers know, this is much easier said than done. There are two key concepts that are fundamental to the success of the Net Zero approach: use as little water as possible in the process, and re-use water as often as possible.
Papermaking is a process based on water. Indeed, papermaking could be defined as removing low concentrations of fiber from large quantities of water in such a way that it forms a sheet. Tens of thousands of gallons per minute (gpm) of water flow through the headboxes on the Green Bay machine. As described in the aforementioned TIP, most of the water volume flowing through those headboxes is moving around the paper machine and not through it. About 80 percent of the water leaving the headboxes ends up back in the headboxes as white water to dilute stock. This flow is essentially a high-volume flow loop, where water leaves the headbox, is drained from the sheet, and is recirculated back to the headbox.
Much of the rest of the water drained from the sheet is used elsewhere in the process, such as for dilution water to make pulp, broke dilution, showers, and other applications. Most of this water ends up back in the headboxes, but in a second loop longer than the whitewater loop used to directly feed stock to the headbox. Some of the water is ultimately lost to evaporation in the dryers, but this volume is relatively small and is almost incidental. For every 1,000 gallons that leaves the headbox, usually something like 10 gallons is lost to evaporation in the dryers.
The water volumes described are high and there is much opportunity for loss. How much water is likely to be needed to make up for the loss? The water efficiency TIP describes a summary of TAPPI data; for machines making the grades run on the Green Bay machine, 1,000 gallons per ton (gpt) of production is considered good. The range of the data is as high as 10,000 gpt (this is not considered good, but it is real data from production machines). One reason to be jubilant about the new Green Bay Packaging machine is its water use. It uses an average of 140 gallons of fresh water per ton, most of which goes to critical applications like boiler feed and system cooling.
Why is water use so low? Certainly, the whole system is new and modern technologies are better at using less water. The mill was designed as a total system, so water is reused often; white water and overflow from the PM makes its way to pulping. The second, longer whitewater loop described uses systems to clean up water especially for higher end users like machine showers. These systems are usually combinations of dissolved air flotation (DAF), screens, and filters. The systems at the Green Bay mill are all state-of-the-art and highly efficient.
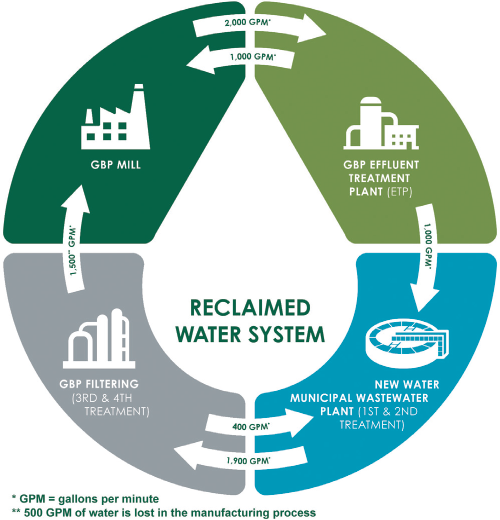
Figure 1 illustrates a more fundamental point. We’ve discussed flow loops to consider water use in the papermaking process. The water efficiency TIP focuses on those loops to describe the system. The Green Bay mill has another seldom-seen loop that fits perfectly into its Net Zero approach. That loop extends outside the mill to include the New Water municipal wastewater plant. Effluent is treated by the mill before it is sent to the New Water plant and almost all of the clean water used by the mill is water supplied directly from the municipal treatment plant. Effluent from the mill makes up about 10 percent of the total throughput of the municipal plant.
George Thompson, technical superintendent of water, energy, and fiber, described the system. “Effluent treatment at the mill is extensive. Complex organics are broken down to volatile fatty acids (VFAs) before anaerobic treatment, which further breaks down VFAs to methane and carbon dioxide. Anaerobic reactor effluent is aerated to stop the anaerobic reaction and convert sulfides to sulfates and calcium compounds. The effluent is then clarified and sent to the New Water plant.”
The relationship between Green Bay Packaging and New Water is symbiotic. The mill effluent undergoes an anaerobic treatment to remove the majority of the COD/BOD to a point where the municipal plant can handle it. Water from the New Water plant is filtered for use in the paper mill as clean water. The system balances to “net zero,” and water is saved.
Using modern, efficient equipment and incorporating the waste treatment plant so fundamentally in the water flowing through the mill, overall water consumption is reduced to less than 15 percent of what was considered “good.” This extensive integration of mill and municipal systems is a great example for all of us.
 The new machine (called the “Marguerite K”) uses, on average, only 140 gallons of fresh water per ton, most of which goes to critical applications like boiler feed and system cooling.
The new machine (called the “Marguerite K”) uses, on average, only 140 gallons of fresh water per ton, most of which goes to critical applications like boiler feed and system cooling.VACUUM
There is another important system in the mill that is somewhat unique, at least by American standards. The vacuum system uses two large exhausters instead of liquid ring pumps (LRPs). LRPs are wonderful machines and are beautifully suited to papermaking because they are capable of high levels of vacuum, and because they can withstand high volumes of water in their input gas. They are low speed and very robust. There are many thousands of them in paper mills and they have been in use for more than 100 years.
Yet LRPs have one important operating cost: they consume water. An LRP system for a PM like the new one in Green Bay would require approximately 1,000 to 1,500 gpm of seal water. That is up to about 2 million gallons every day. Most large mills use a cooling tower to recirculate the seal water, but at best such water systems tend to be somewhat tedious to maintain and, at worst, function poorly because of contaminants carried over from the process.
The Green Bay Packaging vacuum system uses a large, four-stage main blower to supply most machine vacuum. Vacuum levels are comparable to liquid ring pumps, and no seal water is required. The blowers run at speeds much higher than LRPs so two things must be done: inlet separation must be very good to prevent water from reaching the blowers, and some cooling water is usually used for bearings and motors. A second, single stage blower is used to supply uhle box vacuum (many European machines running at comparable speeds have shut this second blower down as the presses evolve to nip dewatering). Because unlike LRPs, the blower exhaust gas is hot (usually about 300°F or higher), the heat is recoverable. The energy can be equivalent to almost 50 percent of that used by the blower. The Green Bay mill uses the exhaust heat for water pre-heating.
THE FUTURE
Sustainability has become an ever-increasing concern for all of us as our planet evolves. As we become conscious of the way we use our resources, we first understand that it is better to use less, and second, we begin to learn that there are substantial economic paybacks to using less.
As systems become more efficient, they become more sustainable and economically viable. The new Green Bay Packaging mill is an excellent example of the rationality of sustainability, and a wonderful example of what is possible.