 Paper 360
Paper 360
IDCON, INC. FOUNDER AND RECOGNIZED RM GURU
Belief X: Operations, Engineering, Maintenance, and Stores must work in a partnership to reach excellence.
Most organizations we work with think they work in a close partnership between these departments, but not many actually do. This is often reflected in the way performance indicators are used. Operations is measured by the quality tons produced, Maintenance by the cost of maintenance, Engineering by adherence to timeframes and budgets, and Stores by turnover and value of inventory. Using these as performance indicators will not facilitate a partnership between the departments.
If you agree with Belief I (see sidebar), then you have set the foundation for a reliability-driven organization. Production reliability should be the common lagging performance indicator.
An uncomplicated way to calculate pro-duction reliability is:
Quality Tons Manufactured
Capacity Tons
However, it is useful to break it down to these elements:
(% Quality Performance)
x
(% Time Performance)
x
(% Speed Performance)
Using production reliability as the common goal (Fig. 1) for operations and maintenance will create a new mindset; it will be less important to record lost production by department. Instead, the organization would focus on eliminating the root cause of the problem (RCPE). It will also cause you, as a leader, to focus on development, documentation, and implementation of reliability improvement processes as a way to reduce cost, as opposed to only focusing on the maintenance cost itself.
The manufacturing cost per ton will override the maintenance cost per ton. This will encourage operations employees to participate in maintenance work and vice versa. For example, where it is practical, operators will handle much of the basic inspections and essential care of equipment; shutdowns can be only be changed through a joint decision between operations and maintenance, etc.
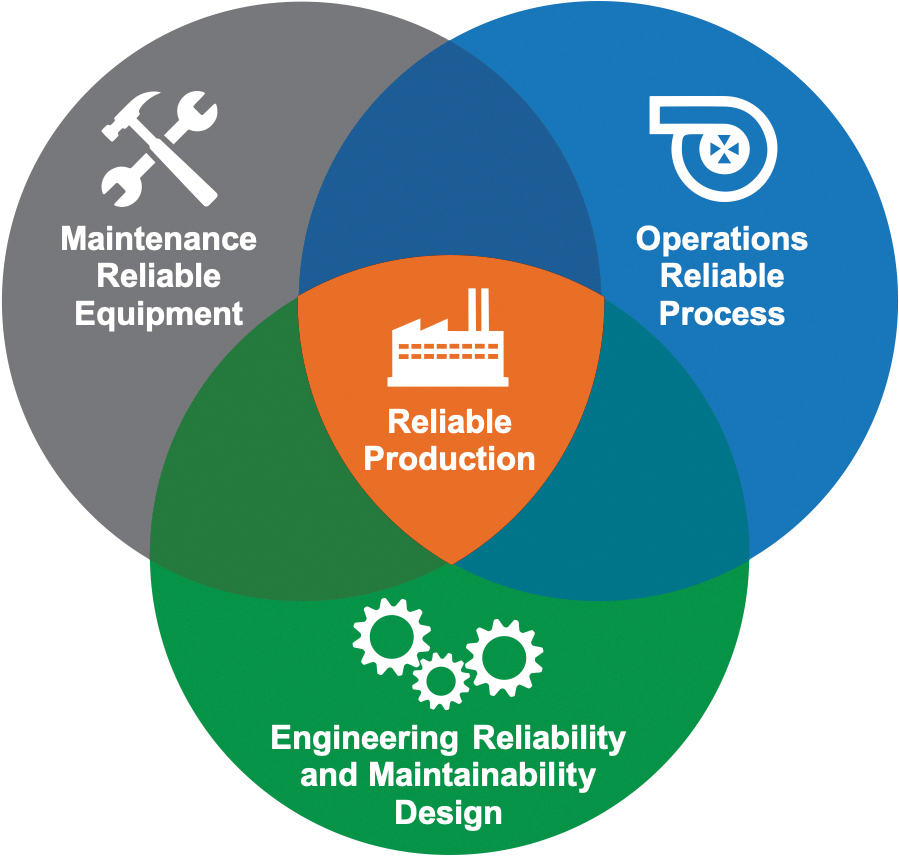
Stores will not only be measured by inventory reductions in terms of cost. Instead, inventory reductions will be determined by concurrently measuring service level and maintenance (right item available at the right time).
Engineering will consider aspects of reliability and maintenance in equipment specifications and design and make procurement decisions based on a life cycle cost of over 10 years or more.
If you agree with Belief X, you can’t simply announce “now we shall all work together as equal partners in a reliability partnership.” You must define, document, and communicate your beliefs and then design all work processes according to those beliefs.
Belief XI: Lost production reports must contain where and what, and then ask why, to solve and eliminate problems.
In most organizations the operations department is viewed as an internal customer to the maintenance department, and the maintenance department views itself as a service organization to the operations department. This working relationship is often reflected in lost production reports.
Lost production is reported by department. This serves no other purpose than finding someone to blame. It is also often wrong because it frequently reports the symptom instead of the cause of the problem. For example, let’s say an electric motor fails, naturally resulting in lost production, and is reported as “down time due to an electrical problem.” The cause of the motor’s failure could be something different, but because it is an electrical motor, the fastest and easiest thing to do was to claim an electrical problem and shift the responsibility to the electrical department. If you want to create an effective partnership between Operations and Maintenance, reliable production must be established as the common goal between both departments and both must put in the proper effort (Belief X).
This belief will form or be included in the mission statement. An example of a production or manufacturing mission statement is: In a partnership between operations and maintenance, we shall safely deliver continuously better production reliability. Once the mission statement is created and agreed upon, all work processes, including lost production reports, must be designed in adherence to it.
Instead of reporting lost production by assigning it to a department, team members should report where, when and what happened. Set a trigger to filter what events will require Root Cause Problem Elimination (RCPE). In an RCPE process the first step is to clearly describe the problem in a problem statement, then ask “why” or “how can” the problem occur. This process will help build a partnership.
Notice that we are talking in terms of problems instead of failures. The term failure causes focus on equipment and maintenance while the term problem is more inclusive and prevents assigning fault.
Belief XII: Keep things simple.
Belief IX states that sustainable improvement in reliability and maintenance performance is 90 percent about having skilled people working in a disciplined system. The tech side of the process is important and is easy to get people interested in. For example, buying a new handheld data collector for equipment condition monitoring can be interesting and exciting, but the challenge is actually using it within the disciplined system for reporting failures, planning correction of found failures, scheduling execution to correct failures, reporting on what was done, and then applying this information to avoid repetition of failures.
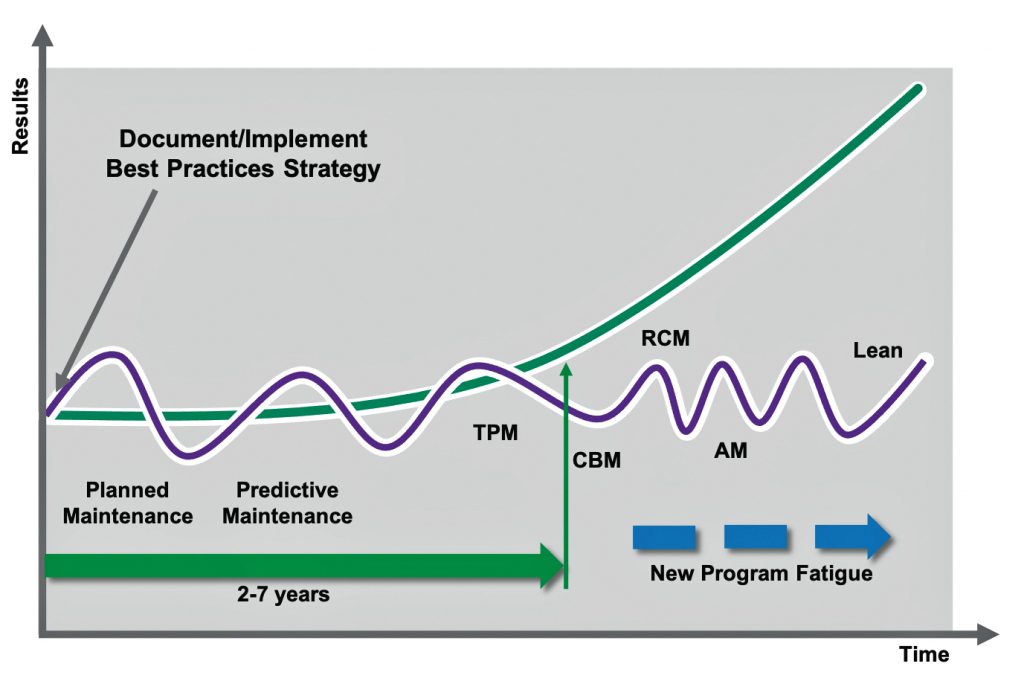
Technology is the only thing that has changed significantly in the last 50 years. The principles on how to manage maintenance are pretty much the same. The names of well-known concepts regarding these principles are often being updated over time, which can be confusing.
Taking Fig. 2 into consideration, let’s explore a scenario: Many years ago, a new manager implemented “planned maintenance.” This led to quick, but not sustained, improvements. A next initiative, “predictive maintenance,” was started by another new manager (as it often is). Again, short-term results were produced. When the results disappeared, the next action was to implement TPM (Total Productive Maintenance). When this initiative also failed to produce the significant, sustained results expected, it was time to enter into AM (Asset Management), and then RCM (Reliability Centered Maintenance), RBM (Reliability Based Maintenance), 5S, Six Sigma, Total Production Reliability (TPR), Lean, etc. Nothing wrong with any of these initiatives, but it is of vital importance to stick with one holistic system and clarify the difference between the system and the tools used to enhance the system’s performance. Almost all initiatives were initiated by changes in management. The highest performing organizations document and implement best practices for reliability and maintenance, and over time consistently execute these practices better and better. Although results can be tracked year-to-year, it is after 2-7 years that they will achieve greater breakthroughs.
Due to confusion from mixing and adjusting these tools and concepts, you must simplify as much as possible. Organizations that simplify and focus on continuously improving the basics (Prevention, Inspections, Planning, Scheduling, and Execution) will be successful.
Belief XIII: The processes and elements that make up the holistic system can be supported by other tools and supporting processes.
The models below describe a holistic overview of the reliability and maintenance management system, processes, elements, tools, and supporting processes.
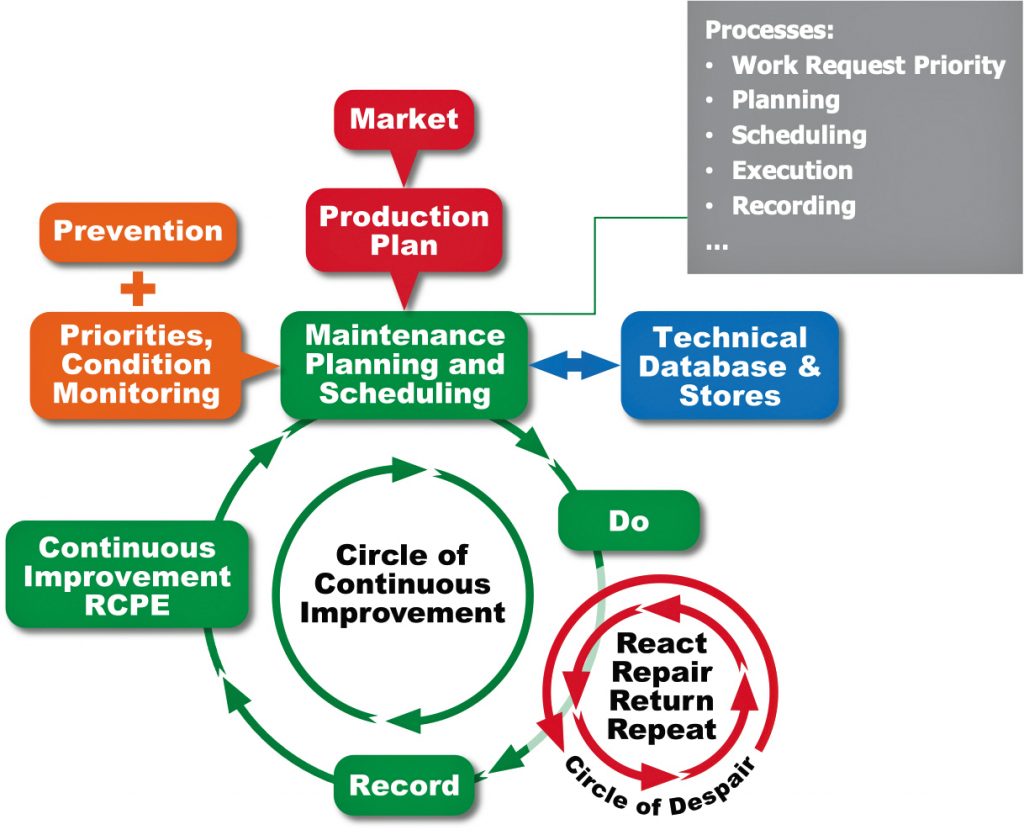
As illustrated in Fig. 3, the market drives the production plan. All maintenance work requiring shutdown of equipment must be coordinated with the production plan to determine the best time for execution. When maintenance work is planned and then scheduled, you have correctly set up the process in which people work so they can execute work much more safely and cost effectively.
To plan work efficiently, you must have access to an up-to-date technical database including bills of materials (BOM) and other information. After work is completed, it should be recorded in a way that describes what was completed, parts and material used, any updates about the BOM, and other valid information. The recorded information will be used to continuously improve using Root Cause Problem Elimination (RCPE).
However, most organizations do not work in this “Circle of Continuous Improvement,” instead working mainly in the “Circle of Despair.” This means that they react to problems on short notice and bypass planning and scheduling work. Repairs will therefore be performed at lower standards. Because of this, failures will repeat, it is necessary to return to the same work again, then the circle repeats. To escape this “Circle of Despair” you must set up the processes for Prevention, Condition Monitoring, Prioritization, Planning, Scheduling, Execution, and Recording Completed Work, as well as an RCPE procedure.
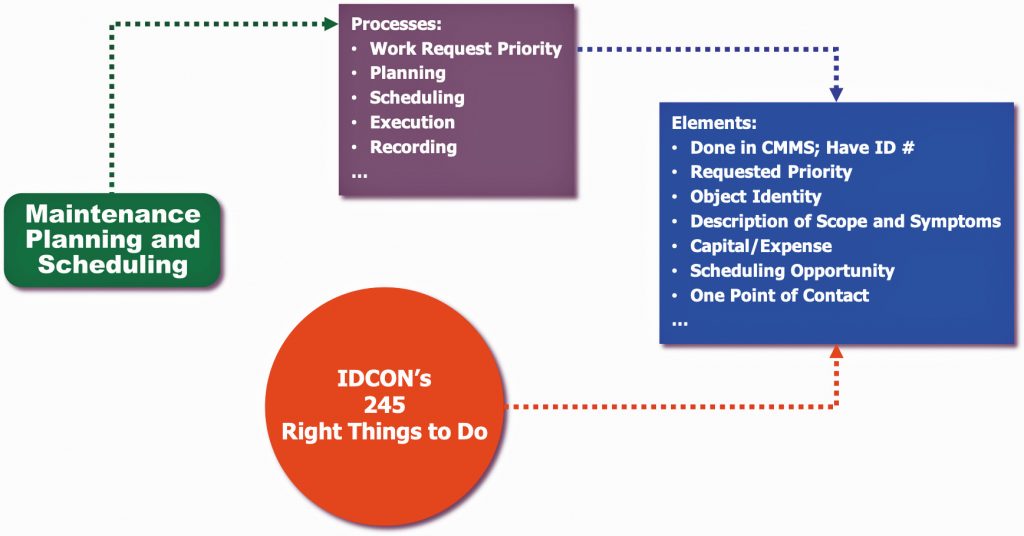
Looking at Fig. 4, we can see that each step of the Planning and Scheduling process consists of certain elements. For example, best practice within the Work Request process is that the request is not treated as a work order and is to be documented through the Computerized Maintenance Management System (CMMS). The requested priority will be examined and determined according to a priority guideline established between operations and maintenance. The object ID will be described verbally in clear detail, by equipment number, etc. These elements are what we call the right things to do.
The tools can be used to improve the processes in the holistic system. To avoid confusion and the “program of the month ailment,” it is very important that tools are not mixed up with the holistic system. To be successful you must have a very well-established holistic system including its processes. Tools such as 5S, Six Sigma, Reliability Centered Maintenance (RCM) etc. are good and very useful when used in the right environment, yet implementation of only a tool will result in only temporary non-sustainable improvements. The holistic system and processes must be in place to support sustainability and continuous improvement.
Make sure to visit this space in the May/June issue of Paper360° to learn about the final two Beliefs.
Christer Idhammar operates by a set of beliefs developed from his time spent in various R&M positions over a 60-year career. His wide range of experience includes working onboard ships in engine rooms and later mostly in process industries including food, pulp and paper, iron and steel, chemical, mining, and auto manufacturing. He discovered very early on that reliability and maintenance management is much more about good management and strong leadership than technology.
